描述
型砂持续冷却与预处理系统的操作原理是蒸发冷却。
应用
适用于旧砂温度高于120°F(49°C)和/或旧砂性能存在较大差异的砂处理系统。
特点
- 排砂水分含量为2.0% +/-0.2%
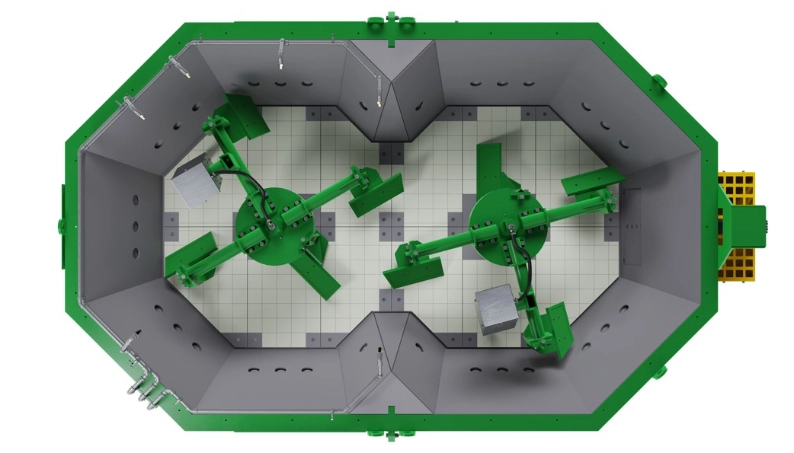
- 通过反向混合和控制的滞留时间进行预混合
- 高效冷却至120°F以下或高于环境温度20°F

利用新技术和工艺控制保持竞争力
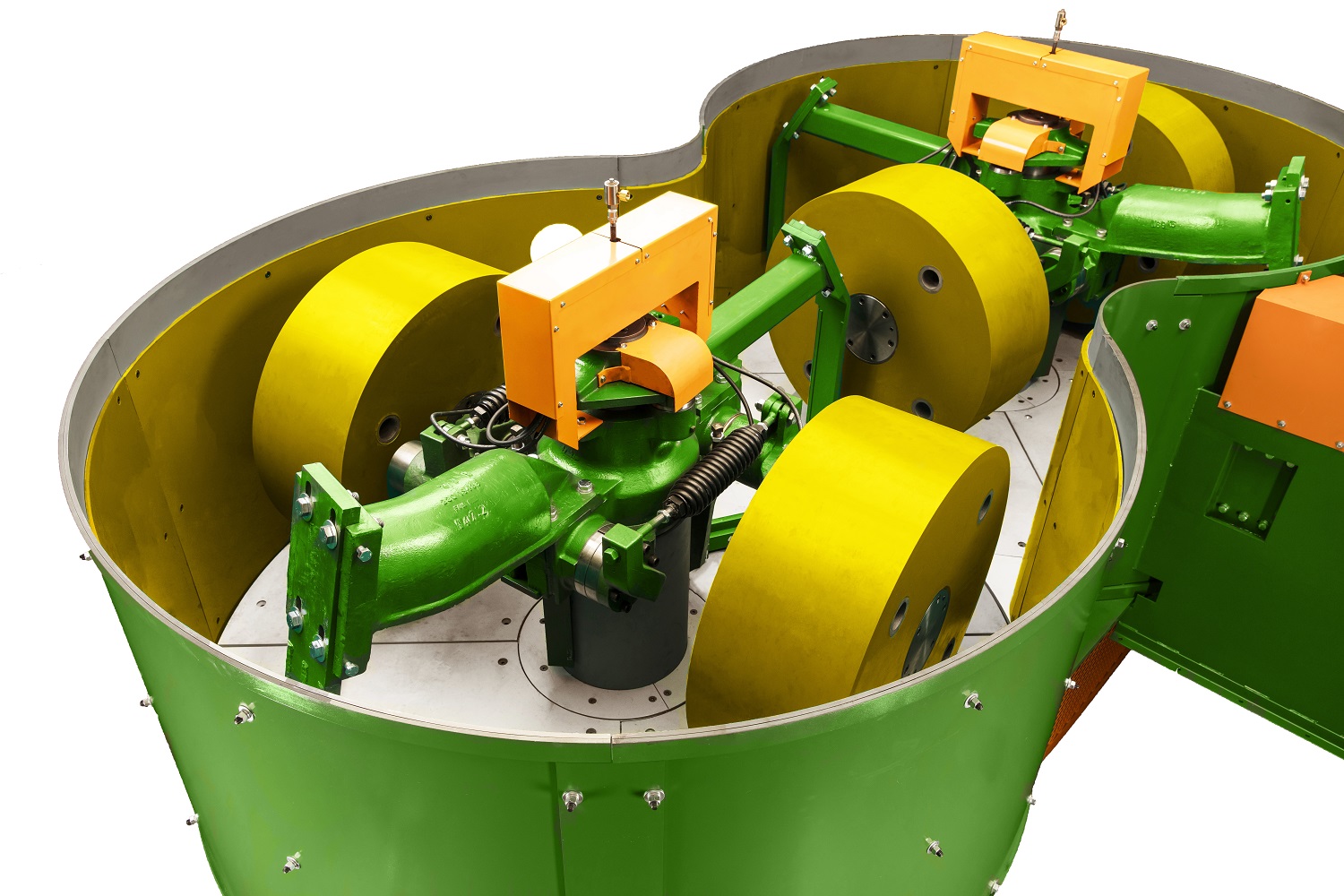
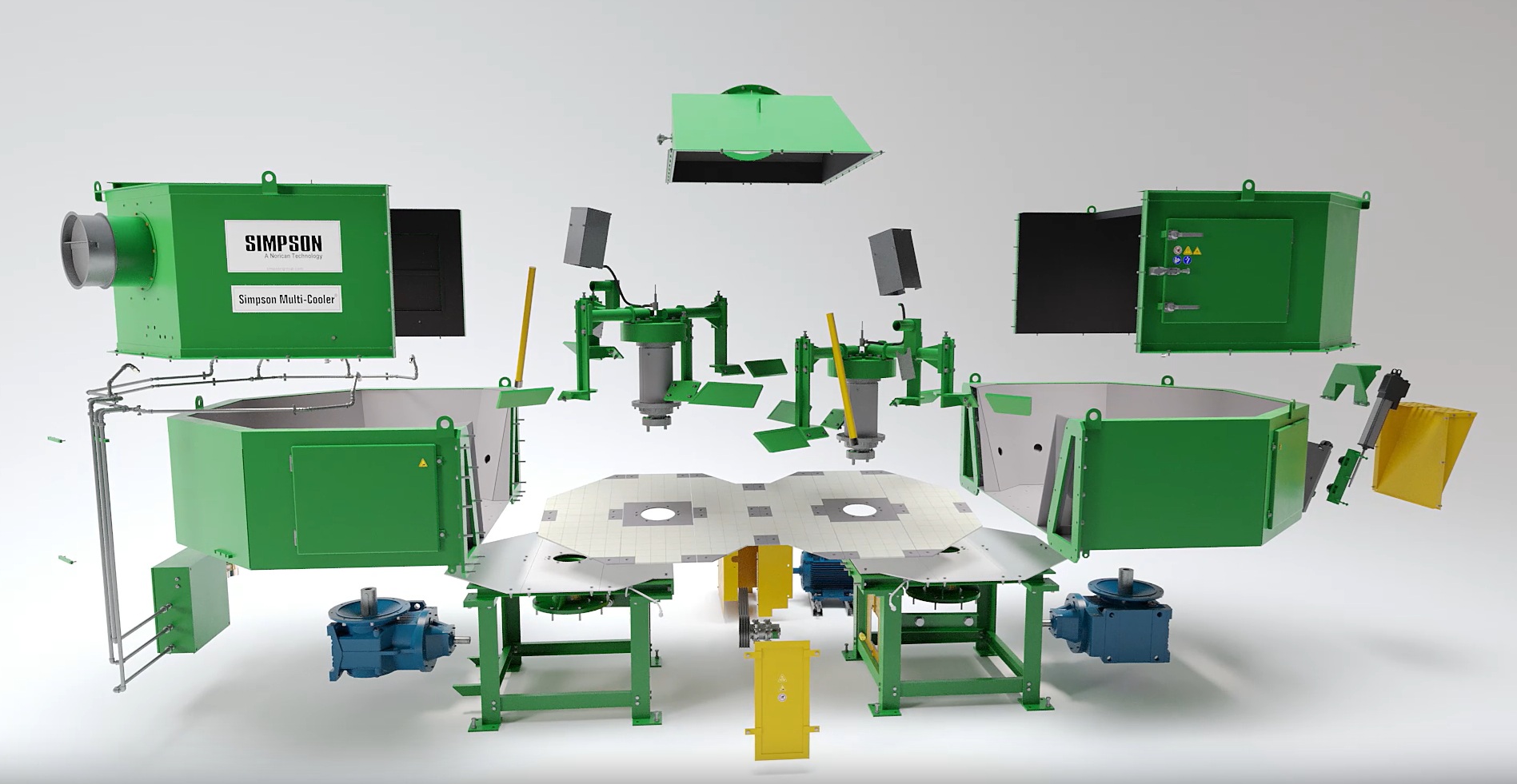
辛普森Multi-Cooler®型砂冷却系统是一款不间断、按需蒸发型冷却器,具有许多创新设计特点,可改善型砂质量并生产出更高质量的铸件。
关键设计特点包括:
- 通过反向混合进行预混合,可连续控制滞留时间,以最大限度地提高冷却效率
- 对型砂进行充分混合,以消除不一致性,并使型砂、空气和水分之间形成紧密结合,从而最大限度地提高热传递能力
- 对进砂温度进行连续监测,并对滞留砂进行充分流化,以实现高效冷却至120°F(49°C)以下或比环境温度高10°C
- 控制性地加水以吸收热量,并将出砂水分百分比控制在2.0% +/-0.2%
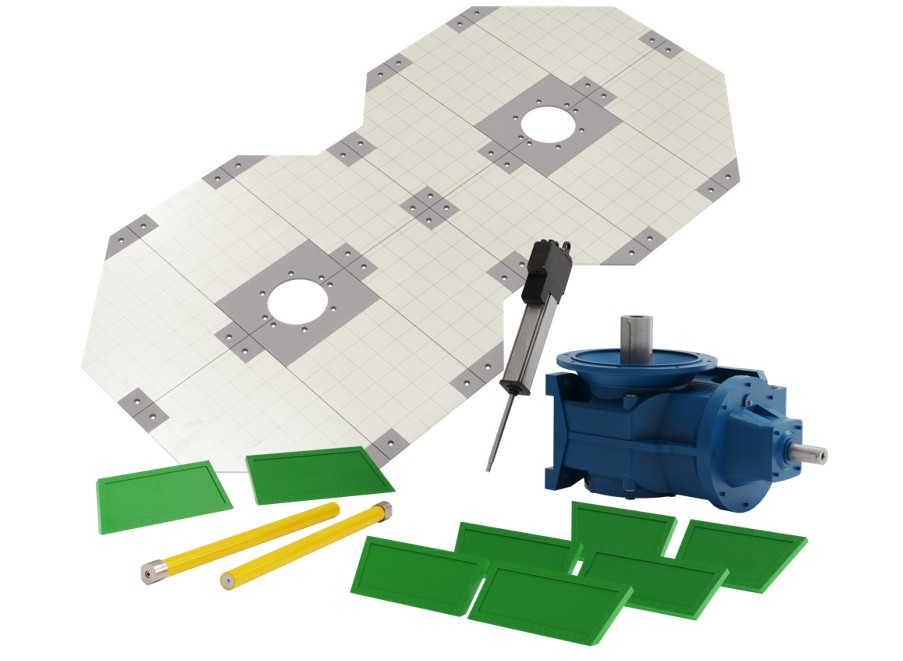
- 设计坚固耐用、易于使用且维护成本低,同时结构紧凑,易于集成到现有的砂处理系统中
— 运营副总裁“我们将在新的铸造厂安装Multi-Cooler冷却器。冷却器将型砂制备得如此一致且良好,几乎可以使用它进行铸造。”
您的铸造厂是否因热砂而产生废品?
Metalcasting Industry Researchers期刊指出与型砂相关的铸件废品的首要原因是热砂。如果您的铸造厂存在热砂问题并出现铸造缺陷,辛普森Multi-Cooler®型砂冷却系统将是最合适的解决方案。
以下是Multi-Cooler可以解决的最常见的热砂铸造缺陷:
- 针孔——铸件表面的腔,可能是球形、扁平或细长形
- 砂眼——嵌入金属中的表面或次表面砂粒、浮渣或氧化物
- 冲砂——铸型冲蚀造成的粗糙点和型壳渗漏
- 表面粗糙——铸件表面缺乏所需的平滑度
- 砂疤——型砂的一部分附着在模样上而形成的型壳渗漏
- 型裂——铸型强度不足以承受浇注应力
- 掉砂——铸件上的凹痕
辛普森集成含水量控制系统
辛普森含水量控制系统(MCS)完全集成于辛普森Multi-Cooler®型砂冷却系统中。这个先进的含水量控制系统采用最新技术设计,利用砂温和电导率(含水量)数据。从Multi-Cooler内的型砂中收集数据,以持续监控并实时调整加水率。对进砂的含水量和温度的任何大幅波动进行补偿,并自动控制正确的加水量。MCS能够严格控制从Multi-Cooler排出的型砂的含水量。
MCS监控排气温度,该温度与Multi-Cooler冷却器体内的实际砂温相关。MCS还持续测量Multi-Cooler内滞留砂体的电导率,并计算出所需水量,这些要求会自动发送到辛普森提供的水歧管。
MCS包括多个彩色显示屏,整个过程可视化。显示的信息包括:
- 实时排气温度,
- 实时电导率数据,
- 水歧管阀门状态,
- 运砂皮带温度趋势,
- 水流量趋势,
- 平均水流量,
- 含水量和探头电压PID回路的趋势数据,
- 同时包括报警消息和报警摘要。
该系统支持多种语言显示,并支持英制和公制测量单位。
— 波兰,生产经理“在安装Multi-Cooler系统的第一个月内,废品率从7%降至5%。节省下来的废品成本在一年内就抵偿了冷却系统的成本。”

了解更多
- 砂处理样本 – standard
- 砂处理样本 – metric
- Multi-Cooler单页 - standard
- Multi-Cooler单页 - metric
- 工作原理
- 创新与淘汰
图片