利用紧实率测试优化潮模砂质量


文章摘要:
- 了解潮模砂的紧实率
- 紧实率测试:最佳实践
文章也收录于:
Simple Solutions That Work! - Highly Technical Toolbox
作者:Michelle Ring,技术服务经理
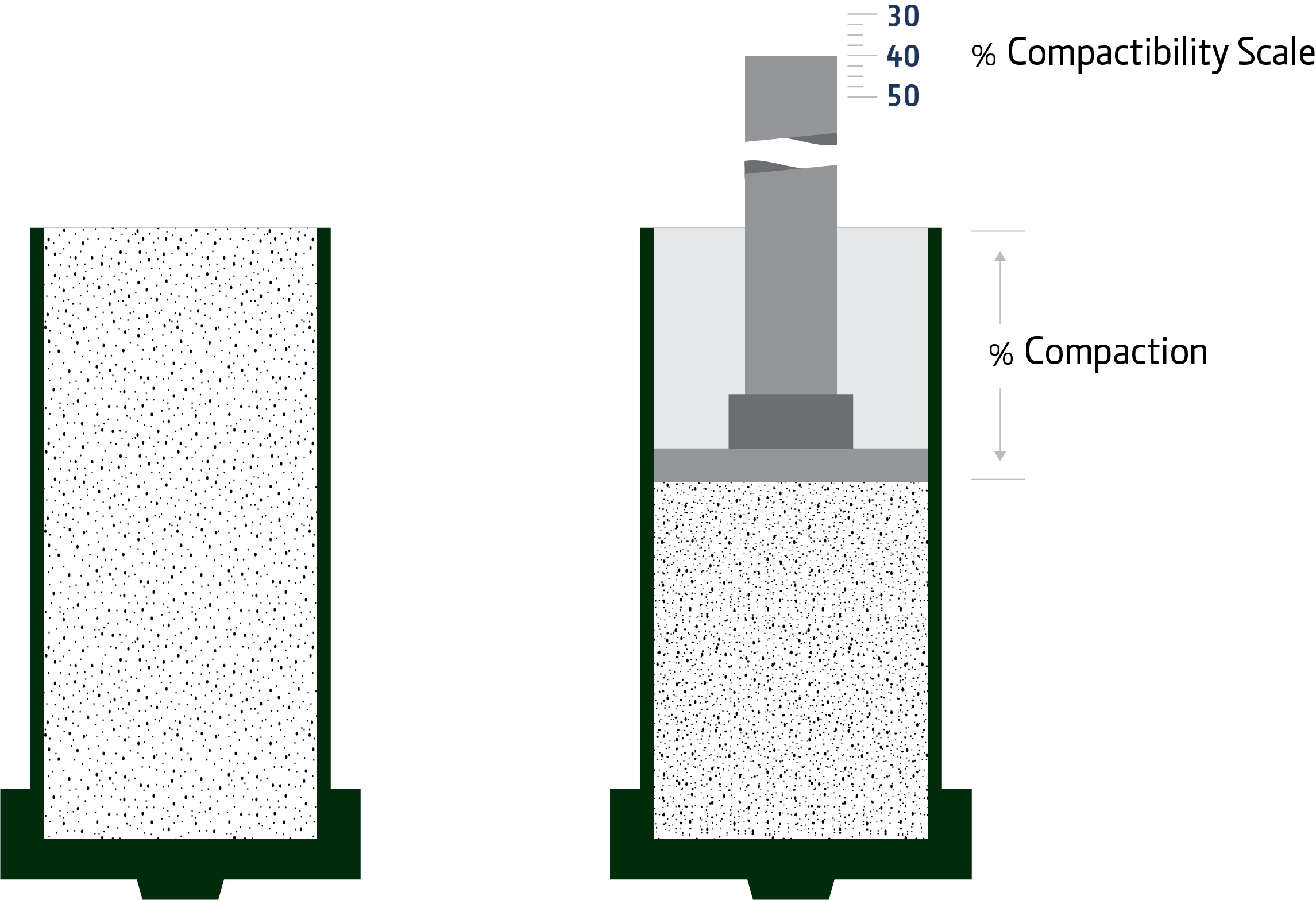
图1:施力前后试样紧实率示意图
紧实率是铸造厂潮模砂最基本和最常见的测试之一。准确测量和控制紧实率能让铸造厂减少其他参数的变化,包括湿压强度、含水量、脆碎性、流动性、刚度、密度、透气性和湿拉强度。基本上涵盖潮模砂的每项测试,除了GFN和砂粒分布。
但紧实率究竟是什么呢?
紧实率测量松散堆积的砂样在外力的作用下被压缩的百分比,表示一定体积砂的高度减少量,如图1所示。潮模砂的紧实率通常在35-50%之间。该测试高度反应了含水量的变化。这些结果有助于监测水分含量,并指导在混砂搅拌过程中加水。外力施加到砂样的顶部时,砂被压实。紧实率越高,砂被压实的高度越大。
紧实率至关重要,如果太低,容易导致铸件边缘易碎、难以脱模和渗透挤压方面的缺陷。如果太高,可能会导致表面光洁度差、胀箱、气孔、缩孔、针孔,以及砂型壁移动,导致铸件膨胀和尺寸过大等缺陷。
多年来,铸造厂都在使用传统的3夯实法来测量紧实率。此3夯实仪器在混砂机平台和型砂实验室皆为常见。该测试有助于确定混砂机的加水量。紧实率自动控制器(造型单元)和数显紧实率测试仪(实验室)的开发已经取代了许多传统的3夯实仪器,如图2所示。
传统的3夯实测试法
3夯实测试法可以追溯到20世纪20年代,是对手感测量法的一种显著改进。将经过AFS标准¼”筛网和漏斗的潮模砂试样填充制样管,把多余的砂样从圆柱体顶部均匀地刮掉,抬起塞头,带底座的制样管放在塞头的下方。一定要小心地将制样管放入机器中,防止任何预压实。缓慢下降塞头,确保砂样免受额外的重量或力。然后,慢慢转动凸轮,将压头提升至砂样上方,确保砂样无重量施加力,即完成压实测试。同样的步骤再重复两次,操作员从游标卡尺上读取数值。
经验总结:为什么是3夯实测量,不是4夯实测量呢?Ries和Nevin在铸钢厂证明了3夯实法是砂型承受外力的最理想方法。他们测量了压痕,回到实验室进行测试,发现3夯实制样锤才能复制出相同直径的压痕。14磅重2”塞头的3夯实法就由此而来。最近,越来越多的研究证明此方法可行。
数显紧实率测试仪
数显紧实率测试仪已被广泛应用于紧实率测试,好比自动造型机,比传统的制样锤仪器更优越。数字读数还消除了操作员的读取错误,因为读取数字比量标尺读数更简单。此测试仪由一个气动调节器和一个控制气缸输送压力的阀门组成。气缸压缩砂试样后,测试仪会自动计算出紧实率、位移和挤压压力并以数字显示出来。
数显测试仪的试样重量
体积密度与紧实率成反比。由于不同的型砂具有不同的密度和含水量,以及其他成分差异,制作标准砂试样的多少可能因铸造厂而异,也可能因日而异。如果您不清楚制作标准砂试样的所需量,建议开始可以用165g,将此数值输入至数显紧实率测试仪中,完成第一次测试后,测试仪就能自动确定准确的所需量。
不同测试方法的数据比较
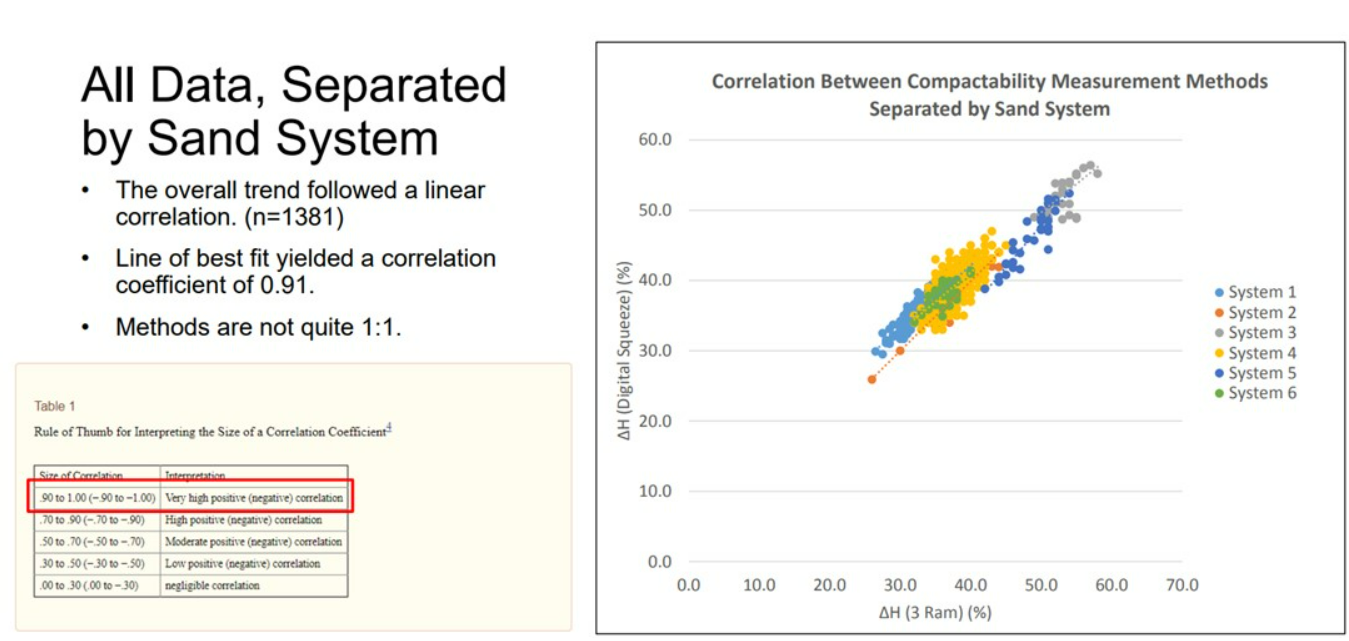
作为AFS 4M潮模砂委员会的成员,一群铸造厂对传统3夯实测试法和气动测试法进行了比较。这项研究结果发表于2022 AFS型砂铸造大会上。图3的总结图显示,测试结果呈现出一致的趋势,显示出强烈的关联性。相同砂试样上,气动测试法的数值略高于3夯实测试法。铸造厂普遍认为可以相应调整其实验室规格,用气动紧实率测试仪取代3夯实制样锤。
图3:气动数显紧实率测试仪和传统3夯实制样锤对6套潮模砂系统的同一砂试样的测量结果图,源于2022 AFS型砂铸造大会
基础测试,最佳实践
使用3夯实法测量紧实率的注意事项:
- 轻轻旋转凸轮臂来提升压头,让压头“下降”三次。确保不要过快地夯实试样。让压头上升至凸轮上方,从高于设计的位置下降,防止对试样施加额外的力。建议在三次夯实之间的“4:00”位置暂停。
- 建议使用试验环或冲击环确认夯锤力。
使用气动法测量紧实率的注意事项:
- 定期检查机油/润滑剂的设置、添加速度和压力调节器的压力设置。维护不当会导致结果不准确,也可能损坏机器中的气缸。机油添加速度:每3-4次循环滴一滴机油。
- 建议使用稳压器/滤波器(线路调节器)来稳定测试设备的性能。
使用两种实验室紧实率测量法的注意事项:
- 先从制样管中心向右,再向左刮掉多余的砂试样。每次制样后,制样管应保持清洁并稍许润滑。
- 建议定期在制样管上涂抹少量分离液。如果没有,相比正确的试验,紧实率测试结果会偏高,湿压强度偏低,透气性偏高。
- 定期检查制样管是否有锈蚀、凹坑或过度磨损。 精确的紧实率测量让铸造厂能够进行明智的调整,从而提升潮模砂质量,最终生产出优质铸件。坚持最佳实践可确保测试结果的可靠性,有助于持续改进铸造工艺。
更多信息:
- Krysiak, M. B., Keener, T., & Schlotta, B. (2002, February). Optimum sand testing requires reliable rammers. Modern Casting, 30–32.
- Dietert, H. W. (1967). The Era of Sand Testing. AFS.
- Granlund, M. J. (1999). Understanding the Basics of Green Sand Testing.
- Volkmar, A. P. (1970). System Sand Control by Compression vs Compactability Testing. AFS.
- Modern Casting Staff. (1976). Determining the Compactability of Molding Sand Mixtures Rammer Method -- Tentative Standard; Determining the Compactability of Molding Sand Mixtures Laboratory Squeezer Method -- Tentative Standard.
- Alagarsamy, A., & AFS Molding Methods & Materials Div. Basic Concepts Committee (4-E). (2002). Controlling Green Sand Compactability
- Gerth, C; Nelson, A; Snow, B; Bryant, N. “Pneumatic vs 3-Ram Compactability Testing.” AFS 2022 Sand Casting Conference, Sept 2022.
