深度剖析:铸型强度检测

铸型硬度/强度不一致会导致铸件出现缺陷以及铸件表面光洁度不佳。对潮模砂铸造厂而言,铸型检测应成为常规操作。
铸型硬度是指砂型抵抗变形或压痕的能力,它与砂粒的堆积密度直接相关。铸型硬度/强度会影响所生产铸件的质量。铸型硬度/强度过高、过低或不一致,都会引发诸多问题。铸型硬度不足会导致缩松缺陷、内部气孔(由砂模壁移动引起)以及表面光洁度差。硬度低也可能是砂型强度不足,进而导致跑火。硬度较高,砂模壁移动较少,因此尺寸公差控制更好。但铸型硬度过高会导致气孔缺陷(透气性低)、结疤、沟槽、粘砂或渗透等缺陷。
对型砂系统中的潮模砂进行实验检测十分重要,但潮模砂检测反映大量型砂的情况。而在砂模内,砂粒情况可能各不相同。这就是为什么在线检测铸型硬度/强度至关重要。它能识别不同砂模之间甚至同一砂模内存在的差异。铸型硬度/强度检测是帮助确定废品原因的有效方法。

铸型硬度或强度检测
生产线主管以及任何在造型机上工作的人员,都应在生产操作过程中配备铸型硬度或强度检测仪。这是一种快速的质量检测方法,能即时评估铸型状况。它还能帮助排查从混砂机到造型完成这段时间内出现的问题。
铸型具硬度和铸型强度有什么区别?
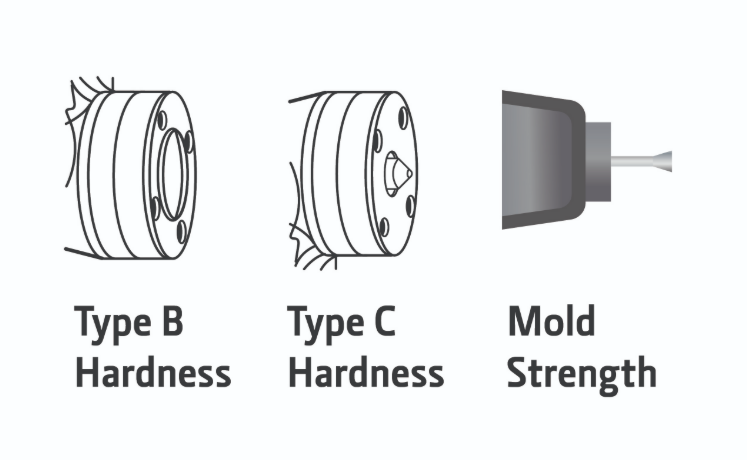
铸型硬度测试仪 用于测定铸型表面在受加载压头穿透时的抵抗力,测量压头穿透铸型表面的深度。从很多方面来说,铸型硬度检测的是铸型在特定点的堆积密度。
铸型强度检测仪测量的是力,该力也与穿透阻力相对应。铸型强度检测仪灵敏度更高,除了能反映堆积密度外,还能很好地指示粘土粘结砂的强度。铸型强度检测仪的穿透器是一根细针/细杆,检测结果以N/cm³或psi为单位。过去,铸型硬度检测仪利用弹簧负载来确定铸型的渗透深度。铸型强度检测仪采用晶体振荡器传感元件,消除了弹簧非线性和高压实度型砂的“回弹”等传统误差来源。这使得测量得到的力与实际铸型穿透阻力相对应。
铸型硬度越大不一定能生产出最好的铸件。理想情况下,同一型板的每个铸型的同一位置的硬度应一致。20世纪90年代初,表盘式铸型硬度检测仪被电子数字式检测仪所替代。当前版本的检测仪不仅能提供数字结果,而且先进型号还能下载多达900个数据点,用户可自定义32个型板编号。先进型号还具备额外两种模式。第一种模式允许操作人员在铸型表面多个位置测量砂型硬度。仪器将自动显示测试点数量和平均砂型硬度。第二种模式允许操作人员测试并存储铸型表面一系列点的数据。然后可将这些点绘制成硬度梯度图,有助于确定铸型硬度的变化情况,例如在深型腔凹槽中的变化。
影响铸型硬度的因素
型砂的成分:粘土含量较高(且含水量相当)的型砂,由于粘结性能更好,往往硬度更高。不过,粘土含量过高会导致透气性降低和型砂缺陷。粘土含量较高时(特别是钠基膨润土),砂的流动性变差,如果在充型前没有充分通气,铸造厂可能会面临铸型填充不均导致砂型过软的问题。钙基膨润土粘土更容易塌陷。可以预见,在其他参数相同的情况下,钙基膨润土含量高于钠基膨润土含量的型砂,其硬度会更低。添加如木粉等缓冲辅料有助于降低膨胀缺陷。
含水量:型砂中的含水量会影响其紧实率,进而影响铸型硬度。最佳含水量取决于砂中膨润土的含量和砂温。超出基于温度和粘土含量所需的水分,可能会导致冲型和其他缺陷。水分不足会导致铸型强度不足,容易出现砂眼缺陷。
型砂的压实:压实方法,如舂砂、挤压或振动,有助于使砂粒致密化,增强铸型强度和刚性。压实不足会导致铸型较软,硬度不足或不均匀,进而出现砂眼和表面粗糙等铸件缺陷。
设备:挤压压力过高或过低都会导致铸型硬度较低。在垂直造型机中,射砂时间由射砂压力和射砂室大小决定。如果射砂时间过短或过长,有可调节的射砂时间修正功能。铸型较软可能是由于射砂时间过短。吹砂压力或挤压压力过低也会导致铸型硬度较低。应保持设置不变,以确保铸型硬度一致。建议检查充型过程,确保砂箱或射砂室有足够的砂量且填充均匀。配备可变挤压头压力区的设备能更好实现均匀的铸型密度,确保正确设置区域压力目标值有助于解决容易产生软区的工装设计问题。
模具工装:铸型特定区域硬度较低可能表明需要更换或修理磨损的模具工装。铸型内的软点可能需要评估型板的排气情况。“型板楔”也有助于将挤压力引导至容易产生软型的区域。
铸型硬度/强度对铸造厂运行的影响
潮模砂检测:如果用相同的混制砂制备出不同铸型强度范围的型砂,随着铸型强度增加,密度、湿压强度、干压强度和热压强度会增加,而透气性会降低。
表面光洁度:铸型硬度会影响铸件表面的光滑度和观感质量。硬度较高的铸型通常能使型腔更稳定,从而改善表面光洁度,减少表面粗糙和膨胀等缺陷。
铸型稳定性:充足的铸型硬度有助于承受金属浇注和凝固过程中的应力和压力。硬度不足会导致砂型侵蚀、变形或胀箱,损害铸件完整性和质量。胀箱可能导致铸件尺寸超出公差范围。
生产效率:合理控制铸型硬度可优化铸造工艺,减少返工、废品,降低因铸型相关缺陷导致的跑火和停机时间。
回弹:回弹是指砂粒的弹性变化。当砂粒被过度挤压然后迅速释放时,会导致尺寸不准确或粘砂。
落砂困难:铸型硬度过高会导致铸件落砂困难。
气孔缺陷:如果铸型硬度过高,透气性会降低,铸件的气孔缺陷可能会增加。
铸型硬度是铸造厂运营的一个关键参数,它能影响铸件质量、尺寸精度和生产效率。通过了解影响铸型硬度的因素,铸造厂可以采取有效措施控制和优化型砂性能。合理的型砂成分、压实技术、模具工装设计和工艺参数可确保铸型硬度一致。持续且定期的检测有助于识别趋势。跟踪铸型强度/硬度以及其他主要型砂检测结果,有助于铸造厂了解其他型砂性能对铸型强度/硬度的影响。