Article Takeaways:
- Understanding green sand compactability
- Compactability testing: Best practices
Article also featured in:
Simple Solutions That Work! - Highly Technical Toolbox
Written by Michelle Ring, Technical Services Manager
Article also featured in:
Simple Solutions That Work! - Highly Technical Toolbox
Written by Michelle Ring, Technical Services Manager
Figure 1: Sketch of a compactability sample before and after a force is applied.
Compactability is one of the most essential and common tests in foundry green sand. The ability to properly measure and control compactability, allows the foundry to reduce variation in other parameters, including green strength, moisture, friability, flowability, cone jolt, density, permeability, and wet tensile. Basically, every green sand test except GFN and sand distribution.
Compactability measures the percentage by which a loosely packed sample compresses under applied force, representing the decrease in height of a specific sand volume, as shown in figure 1. Typically, green sand compactibilities range from 35-50%. The test is highly responsive to changes in moisture. The results aid in monitoring moisture levels and guides water additions during the mulling process. As the force is applied to the top of the sample, the sample compacts; the higher the compactability, the more the sample was able to compact in height. The compactability is critical; if it is too low, a result could be friable edges, difficulty drawing pockets, penetration, and crush defects. If the compactability is too high, it can cause poor surface finish, expansion, gas, shrink, pinholes, and blow defects as well as mold-wall-movement which can lead to swell and oversized castings.
For many years the 3-ram compactability test was used throughout the foundry. A 3-ram unit could be found at the muller deck and in the sand lab. The test was used to help determine the water addition to the muller. The development of the automatic compactability controller (molding unit) and digital pneumatic sand squeezer (laboratory) has replaced many traditional 3-ram units. The units are shown in figure 2.
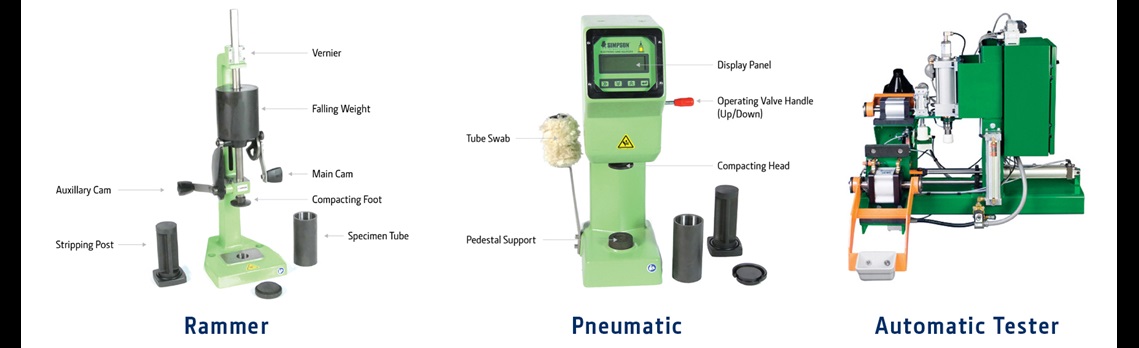
Figure 2: (a) Sand Rammer (b) Digital Pneumatic Sand Squeezer and (c) The Automatic Compactability Controller
The 3-ram test, dating back to the 1920s, was a significant improvement over the hand-feel method. A sample of green sand is riddled through an AFS standard ¼” screen and funnel assemble into the specimen tube and struck off evenly at the top of the cylinder. The plunger head is raised, and the specimen tube with base is placed underneath the head. It is important to carefully place the specimen tube into the machine, to prevent any pre-compaction. The head is lowered slowly, ensuring additional weight/force is not added to the sample. Next, the cam is slowly turned to raise the weight above the sample and the weight free falls onto the sample, compacting the sand. The dropping of the weight is repeated 2 more times. The operator then reads the value on the vernier scale.
History Lesson: Why 3-rams; Why Not 4? Ries and Nevin determined the 3 drops was the ideal amount by dropping a ball bearing on a mold at a steel foundry. The impression was measured. Then back in the lab, it was determined that it took 3 drops of the sand rammer weight to reproduce the same diameter impression on the test specimen. Thus 3 rams of a 14-pound weight falling 2” was developed. More recent studies have proven it is an acceptable procedure.
The digital pneumatic sand squeezer has been widely accepted as a better representation of the compressing action similar to an automatic molding machine than the rammer. The digital readout also eliminates potential operator reading error, as it is much simpler to read a number than lining up a ruler scale. The pneumatic tester consists of a pneumatic regulator and a valve that controls the feed pressure into a cylinder. The compactability, displacement and squeeze pressure are automatically calculated and digitally displayed after the cylinder compresses the sand sample.
Bulk density is inversely proportional to compactability. Since different sands have different densities, moisture contents, and other compositional differences, the amount of sand required to make a standard sand specimen can vary from foundry to foundry and from day to day. If you do not know the sand weight required to make a standard sand specimen, then start with approximately 165 grams and you can enter this starting sand sample weight into the digital pneumatic squeezer. With the starting sand weight programmed into the squeezer, the exact weight can be determined automatically by the squeezer after the first test is completed.
A group of foundries, as part of the AFS 4M Green Sand Committee, ran the pneumatic compactability tester alongside the 3-ram test. The results of the study were presented at the 2022 AFS Sand Casting Conference. The summary in figure 3 shows that the tests results consistently trended together and demonstrated a strong correlation. The pneumatic showed slightly higher values than the 3-ram on the same samples. It was generally agreed that the foundries could adjust their lab specifications accordingly and replace the 3-ram test with the pneumatic squeezer.
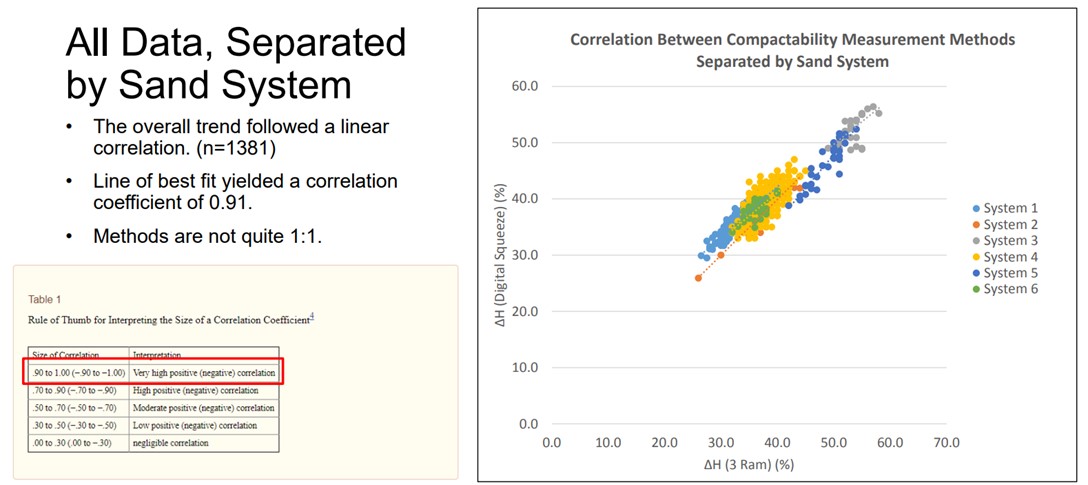
Figure 3: A Summary of results of the Pneumatic Digital Squeezer and the traditional 3-ram on the same sand sample for 6 green sand systems from 2022 AFS Sand Casting Conference
For foundries that run a 3-ram test:
For the pneumatic test:
For both laboratory compactability testing methods:
Accurate measurement of compactability empowers foundries to make informed adjustments, enhancing green sand quality and ultimately producing superior castings. Adhering to best practices ensures the reliability of test results and contributes to the continuous improvement of foundry processes.
For More Information:
Krysiak, M. B., Keener, T., & Schlotta, B. (2002, February). Optimum sand testing requires reliable rammers. Modern Casting, 30–32.
Dietert, H. W. (1967). The Era of Sand Testing. AFS.
Granlund, M. J. (1999). Understanding the Basics of Green Sand Testing.
Volkmar, A. P. (1970). System Sand Control by Compression vs Compactability Testing. AFS.
Modern Casting Staff. (1976). Determining the Compactability of Molding Sand Mixtures Rammer Method -- Tentative Standard; Determining the Compactability of Molding Sand Mixtures Laboratory Squeezer Method -- Tentative Standard.
Alagarsamy, A., & AFS Molding Methods & Materials Div. Basic Concepts Committee (4-E). (2002). Controlling Green Sand Compactability
Gerth, C; Nelson, A; Snow, B; Bryant, N. “Pneumatic vs 3-Ram Compactability Testing.” AFS 2022 Sand Casting Conference, Sept 2022.